- Użytkowników:
- 1
- Artykułów:
- 248
- Odsłon artykułów:
- 713463
- Jesteś tutaj:
-
Home

- Artykuły i narzedzia diamentowe
Popularne i najcząściej czytane
Najnowsze artykuły
- Pompa ciśnieniowa do podlewania IP 800 Multi inox
- Materiał na uszczelki NG
- Frezy proste CMT
- Pompa głębinowa do domu i na ogród
- Pompa hydroforowa MHI 1300
- Złącza Camlok rodzaje i zastosowanie
- Nowości w sklepie, wrzesień 2021
- Wiertarki ze stopą magnetyczną - zastosowanie i osprzęt
- Buławy wibracyjne do betonu
- Zawory sterownicze stosowane w instalacjach pneumatycznych










- Szczegóły
- Kategoria: Artykuły i narzedzia diamentowe
- Odsłony: 482
Ocena użytkowników: 5 / 5

Dzień dobry
Nowości w sklepie 2021 wrzesień
Przez ostatnie 2 lata wiele się odmieniło, wariactwo pandemii a później astronomiczna inflacja silnie w nas uderzyła, podnosimy się ostrożnie i tego samego życzymy wszystkim.
Wracając do nowości w naszym sklepie to rozpocznę od śrub w klasie 10.9. Przez jakiś czas stroniliśmy tego tematu bo sprzedaż była jednostkowa a wiadomo należy kupić kilogramy i potem sprzedawać 1-2 lata. Przeciętny zysk ale decyzja zapadła, mamy na w ofercie na stałe śruby z łbem sześciokątnym z gwintem pełnym i niepełnym. Wszystkie czernione, sprzedawane na sztuki. Na razie mamy je w zakresie od M8 mm o M16.
Następna nowość to koronki do gresu. I chodzi mi tu o te mocowane na szlifierkach kątowych 125mm. Tak w sumie to mieliśmy je już od długiego czasu, chodzi mi o otwornice do gresu firmy Rubi. Jednak cena takich koronek do gresu była za duża dla większości naszych klientów. Stopniowo zaczęły się pojawiać wersje tańsze i tak na początek otwornice wprowadziła min. Dedra, potem inne. Aktualnie mamy wypróbowane prawie wszystkie. Różnica w jakości jest nieznaczna natomiast w cenie znaczna. Na półce mamy dwie -trzy firmy tak aby mieć wszystkie możliwe średnice. I tak mamy koronki do gresu na szlifierkę w średnicach:
6mm, 8mm, 10mm 12mm. Te należy traktować raczej jako wiertła. Część z nich ma parafinę w środku.
Dalej: 16mm, 18mm, 20mm, 25mm, 28mm, 30mm, 32mm, 35mm, 38mm, 45mm, 50mm, 55mm, 68mm to jest otwornica do gresu pod puszki, 82mm.

https://domtechniczny24.pl/wiert%C5%82a-diamentowe-drygres.html
Niektóre tańsze mają bicie dlatego pułapem minimum to jest Dedra. Jeżeli klient chce kupić tańszą to możemy na miejscu sprawdzić czy mają bicie. A nabywca postanowi czy jest ono akceptowalne.
Ponadto weszliśmy w otwornice uniwersalne do płyt MDF, płyt wiórowych, lekkich materiałów ceramicznych typu płyta gipsowa, silka. Otwornice montuje się na prowadnicach identycznych jak pod otwornice bimetalowe do metalu. Zaletą otwornic uniwersalnych z ostrzami z węglików jest:
1 Duża precyzja wykonywania otworów, np. w płytach z laminatu do zabudowy, pod halogeny albo gniazdka.
2 Opcja wiercenia w płytach o grubości do 38 mm, dlatego że otwornice mają wyrzutniki urobku.
3 Duża żywotność dzięki ostrzom z węglików spiekanych.

https://domtechniczny24.pl/otwornice-do-drewna.html
No i ostatni w wpisie wątek, złączki PE do węży do wody 25 mm i 32 mm.

https://domtechniczny24.pl/z%C5%82%C4%85cza-do-rur-pe.html
Asortyment wprowadzony głównie pod kątem osprzętu do pomp głębinowych, które to są naszym oczkiem w głowie.
Złączki do skręcania dopuszczone do ciśnień do 16 bar, odporne na promieniowanie UV czyli mogą być używane do nawodnień w rolnictwie. W tej kategorii mamy złączki przelotowe i redukcyjne, kątowe i proste z gwintami 1/2, 3/4, 1cal i 1-1/4 cala.
To tyle na dziś dziękuję za uwagę.
- Szczegóły
- Kategoria: Artykuły i narzedzia diamentowe
- Odsłony: 1548
Ocena użytkowników: 5 / 5

Ściernice diamentowe. Polska firma VIS, tarcze służa do ostrzenia narzędzi skrawanących wykonanych z stali Hss i Węglików spikanych.
- Szczegóły
- Kategoria: Artykuły i narzedzia diamentowe
- Odsłony: 1051
Ocena użytkowników: 5 / 5
Witam
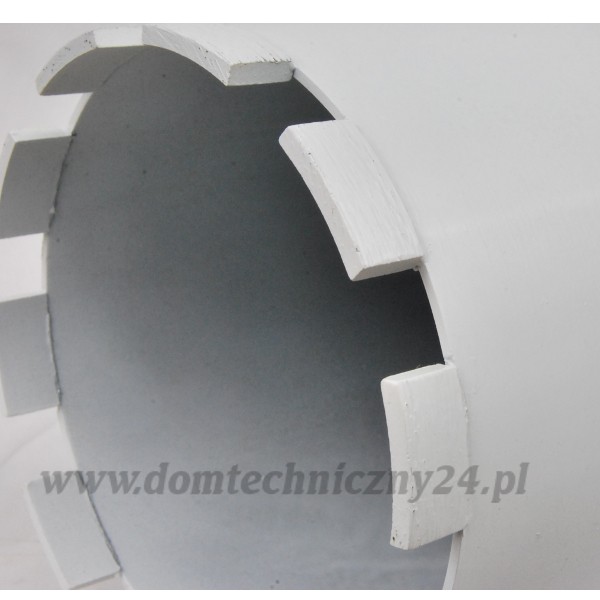
Dotarła nowa dostawa diamentowych koronek do wiertnic.
Długość koronek 400 mm, uchwyt na gwint 11/4". Zależnie od średnicy mają wspawane laserowo od 4 do 10 segmentów diamentowych. 10 segmentów ma diamentowa koronka do wiertnic o średnicy 127 mm.
- Szczegóły
- Kategoria: Artykuły i narzedzia diamentowe
- Odsłony: 2565
Ocena użytkowników: 5 / 5
 Tarcze ŻBIK KONESER z nacięciami wentylującymi do cięcia gresu, twardej ceramiki, polskiej firmy INCORPORE. Zastosowany diament o drobnym ziarnie nie powoduje strzępienia brzegów płytki.
Tarcze ŻBIK KONESER z nacięciami wentylującymi do cięcia gresu, twardej ceramiki, polskiej firmy INCORPORE. Zastosowany diament o drobnym ziarnie nie powoduje strzępienia brzegów płytki.
Za każdym razem pamiętać przy montażu tarczy na maszynę o centrycznym zamocowaniu, tak, aby tarcza nie miała bicia.
Nie zmieniać notorycznie tarczy, jak się ułoży na maszynce to ciąć bez zmiany. Zawsze nowa tarcza diamentowa musi się dotrzeć, ale żbiki mają niesłychanie delikatny diament, więc na wejściu nie strzępią, dają nader gładkie cięcie bez odprysków.
Stosować chłodzenie wodą i nie pchać na siłę to nie biegi. Tarcza jak ją szybko się pcha to się nagrzewa i wypręża w takim przypadku pojawiają się okruchy, a w ekstremalnych sytuacjach może pęknąć płytka lub tarcza się zniekształci na stałe i klops. Tarcze produkuje polska firma, więc zachęcam do wspierania rodaków, bo miłość do ojczyzny to nie kibicowanie piłkarzom na stadionie tylko rzeczowe działania. Wspierajmy swoich.
- Szczegóły
- Kategoria: Artykuły i narzedzia diamentowe
- Odsłony: 1977
Ocena użytkowników: 4 / 5

 Witam
Witam
Teraz trochę o technice produkowania segmentów diamentowych i o sposobie łączenia ich z dyskiem, tarczą lub wiertłem.
Teraz istnieją dwa rodzaje mocowania diamentów na narzędziach. Pierwsza metoda najtańsza to osadzenie ziaren diamentowych wprost na krążku lub wiertle. Taka metoda zapewnia artykuł tani do użycia amatorskiego lub ręcznego. W zasadzie nie stosuje się już tej metody do produkcji tarcz diamentowych, ściernic diamentowych do cięcia i szlifowania tylko do produkcji osełek diamentowych do ostrzenia narzędzi i noży, wierteł diamentowych rurkowych do twardej ceramiki. Narzędzia te mają nasyp diamentowy na powierzchni i po zużyciu warstwy diamentu tracą swoje właściwości.
Druga grupa to narzędzia bazujące na segmentach. Ziarna diamentu są mieszane z proszkiem metalowym, który spełnia rodzaj spoiwa. W następnej kolejności metodą spiekania i prasowania tworzy się segment o sprecyzowanym kształcie. Metoda ta, choć bardziej kosztowna jest nieporównywalnie lepsza w przypadku narzędzi do maszyn wysokoobrotowych - tarcze diamentowe, ściernice diamentowe. Można niezwykle dokładnie dobrać spoiwo, ziarno diamentu i jego konsystencję do typu obrabianego materiału jak również do warunków pracy. W tym momencie technologia produkcji segmentów diamentowych rozwija się w kierunku: -rozwijania innowacyjnych metod spiekania i tworzenia nowych maszyn i linii technologicznych,
-produkcji nowych rodzajów ziaren diamentu syntetycznego,
-tworzenia nowych spieków metalu,
-rozwoju maszyn do precyzyjnego łączenia laserem segmentów z narzędziami, tarcze diamentowe, sznury diamentowe, ściernice diamentowe, segmenty diamentowe do maszyn polerskich - tarcze diamentowe do polerowania i wiertła diamentowe.
Jak poprzednio napisałem sercem narzędzi diamentowych jest segment. Zbudowany jest z rzetelnie dobranych rodzajów lub rodzaju diamentu w spieku metalu o ściśle ustalonych parametrach. Takich jak twardość, czyli wytrzymałość na ścieranie. Gołym okiem można dostrzec, że diamenty sterczą ponad powierzchnię narzędzia. Te wystające diamenty ścierają obrabiany materiał. W trakcie pracy ziarno stopniowo się zużywa podobnie jak spoiwo. W chwili, kiedy diament się zupełnie zużyje odpada a spoiwo powinno odsłonić kolejne ziarno. Jest to główny warunek, aby narzędzie diamentowe prawidłowo skrawało. Czyli spoiwo powinno sie tak ścierać, aby:
- nie za szybko odsłaniać ziarna- wtedy tarcza lub wiertło diamentowe zużywa sie za szybko.
- nie za wolno - wówczas na powierzchni tarczy nie ma wystających ziaren i tarcza nie skrawa. Grzeje się, sypie iskrami gorącego metalu, deformuje się pod wpływem temperatury.
Reasumując przy poprawnie dobranym spoiwie do rodzaju obrabianego materiału, ziarna diamentu bezustannie się zużywają, a spoiwo nieustannie odkrywa nowe kryształy, daje ciągłość ścierania aż do całkowitego zużycia się segmentów.ygląda to tak różowo. Opiszę dokładniej dwa skrajnie niepożądane przypadki dla lepszego zobrazowania problemu.
Obrabiamy niesłychanie twardy materiał, na przykład wiercimy otwory w twardym gresie. Wystający kryształ diamentowy na wiertle ściera materiał, spoiwo nader mocno spieczone i twarde nie ściera się dostatecznie szybko. Staje się plastyczne i ślizga sie po powierzchni gresu. Ziarna przytępią się do takiego stopnia, że przestają skrawać, nagrzewają się i odpadają. Kolokwialnie mówi się, że tarcza jest stępiona, na jej nawierzchni nie ma diamentów tylko równa powierzchnia spieku. Dalsze cięcie nie ma sensu, spoiwo zamiast wycierać się, błyskawicznie się nagrzewa topi, sypie iskrami.
Drugi przypadek. Obrabiany materiał jest bardzo ścierliwy, np.: świeży beton. Tarcza tnie znakomicie, kryształy w zasadzi nie zużywają się. Gorzej z spoiwem, które jest nadto miękkie i suchy urobek błyskawiczne ściera spoiwo. W efekcie ziarna, które są jeszcze niezużyte i mogłyby skrawać przez dłuższy czas, odpadają. Ponieważ spoiwo, które je trzyma ulega momentalnemu wycieraniu. W efekcie tarcza tnie nader szybko, ale również szybko zużywa się i przez to cięcie staje się nieekonomiczne. Nagminnie po paru minutach okazuje się, że segment zniknął.
Poprawnie dobrana tarcza diamentowa, ściernica diamentowa lub wiertło diamentowe ma spoiwo i segment zużywający się równomiernie ot cała filozofia.

Warto jedna dodać o jeszcze jednym zjawisku, a mianowicie o zużywaniu bocznym. Narzędzie diamentowe, tarcza diamentowa i wiertło diamentowe jest tak skonstruowane, aby segment nieznacznie wystawał poza obręb tarczy lub tulei wiertła. Dzięki temu urobek może bez kłopotu opuścić miejsce cięcia, a tarcza nie blokuje się. Jednakże w trakcie pracy segmenty boczne również się ścierają, przez co segment staje się węższy i z czasem może całkowicie uniemożliwić dalszą pracę. Zasadniczą techniką zabezpieczania się jest stosowanie chłodzenia z jednoczesnym wymuszonym usuwaniem urobku. Najczęściej jest to woda aplikowana pod niewielkim ciśnieniem. Chłodzi i wypłukuje urobek. Pamiętajmy, że im bardziej ścierliwy materiał tym szybciej zużywać się będzie boczna powierzchnia. Następnie, aby minimalizować to zjawisko stosujemy takie prowadzenie maszyny, aby nie dopuszczać so tarcia bocznego. Sytuacja obfitego zużywania się powierzchni bocznych przebiega najczęściej przy cięciu z ręki. Natomiast podczas pracy z użyciem prowadnic zmniejszamy ścieranie boczne.
Skoro jestem przy cięciu na sucho i mokro to opisze dodatkowy problem.
Kiedy tarczą tniemy na mokro a kiedy na sucho? Jeżeli dysponujemy ręczną szlifierkę kątową na 230V to nie mamy wyjścia, nie można stosować chłodzenia wodą. Używamy wszystkie tarcze, ale zwracamy uwagę na czas pracy i rodzaj tarczy. Tarcze diamentowe z brzegiem ciągłym mają lutowany segment. Temperatura pracy jest znacznie niższa niż przy spawanych laserowo. Czas pracy powinien być znacznie krótszy, niekiedy 10-15 sekund. Po tym okresie może puścić lut a segment odpaść, nie muszę pisać, czym to grozi. Dowolne tarcze z brzegiem ciągłym mają lutowane segmenty. Oprócz niebezpieczeństwa odlutowania się segmentu istnieje też opcja odkształcenia się tarczy. Przegrzana tarcza ma bicie i z reguły nie nadaje się do cięcia gładkiego, bo powoduje nierówne cięcia, z widocznymi szczerbami lub w przypadku cięcia gresu może pękać płytka. Przy cięciu płytek ceramicznych niezbędne jest uzyskanie gładkiej powierzchni z tego powodu skazani jesteśmy na tarcze gładkie, bo tarcze zębate powodują szczerby.
Reasumując, zawsze, jeżeli to możliwe tarcze chłodzimy.
Gładkie tarcze diamentowe używamy do cięcia płytek, szkła i gresu. Pracujemy ostrożnie, jeżeli tniemy na sucho to bardzo krótko max. 15sek. praktyka pokże.
Tarcze diamentowe segmentowe,zębate, turbo spawane laserowo do materiałów budowlanych i kamienia.
Chłodzenie tylko w sposób ciągły, nie wolno, co jakiś czas polewać, może się zrobić spiek i uszkodzić tarczę lub wiertło.
Jeżeli potrzebujemy tarczę do różnych materiałów wybieramy uniwersalną nie drogą. Jeżeli wiemy, jaki materiał będziemy obrabiać można wybrać tarczę lub wiertło diamentowe profesjonalne.
Strona 1 z 2
- start
- Poprzedni artykuł
- 1
- 2
- Następny artykuł
- koniec